




联欣科技线圈数控绕线机下位机控制系统设计
很多订购自动绕线机的厂家都想了解一下自动绕线机特别是控制系统的设计,联欣科技根据全自动绕线机系统的控制性能要求,确定 PLC 和伺服驱动的类型,并根据I/O 端口数,确定输入输出模块类型。在此基础上设计 PLC 与输入输出模块接口电路、运动控制器与伺服系统接口电路,并运用梯形图方式进行 PLC 控制器软件编程。那么联欣科技线圈数控绕线机下位机控制系统设计?下面请看深圳市联欣科技有限公司工作人员的详细介绍!
1、下位机控制系统分析
全自动绕线机下位机控制系统设计主要完成各控制器、电动机以及气缸驱动等的电路连接和下位机控制器的编程,实现绕线机各轴及各气爪的配合运动。根据模块化思想,将下位机控制分为伺服电机控制和气缸运动控制(如图 4.1 所示)。伺服电机的控制是 PLC 控制器通过控制伺服驱动器,完成对伺服电机的驱动,从而实现绕线机排线、绕线等运动;气缸运动控制主要 PLC控制器对电磁阀进行控制,从而实现夹剪线机构的开合、前后移动和翻转运动等。
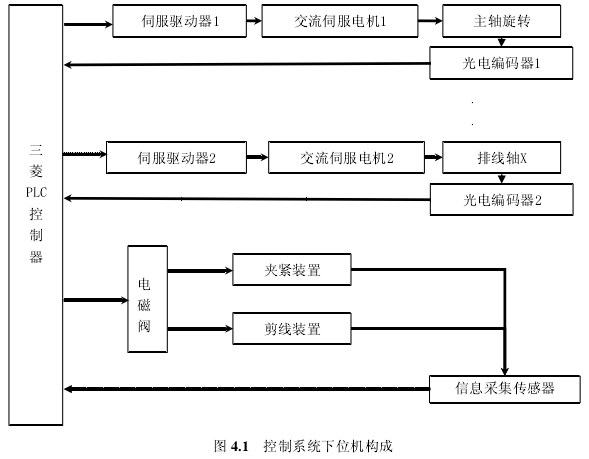
各轴运动位置和速度以及气缸的运动状态等通过光电编码器、各种信息采集传感器反馈回控制系统,实现对个电机、气缸的闭环控制。信息采集通过气缸磁传、光电传感器、光纤传感器来实现。通过传感器检测每个部件工作状态,并把检测到的报警信息显示在人机交互界面上。磁栅主要是对气缸动作的监视和确认,保证气缸动作的到位,提高运行的可靠性。
在这里光电传感器的作用主要是给伺服电机提供零位信号和限位信号。零位信号辅助伺服电机回零,确定电机的原点,从而实现电机的精确定位;限位信号是对电机转动位置的限制,防止机械碰撞。
2、细线径线圈绕线机控制部分硬件选型
细线径线圈绕线机控制系统主要包括 PC 机上位机界面、PLC 控制器以及伺服电机等,在控制系统硬件部分的选型过程中,不仅要考虑本系统的控制要求和硬件部分的性能要求,还要充分考虑各硬件产品的经济性。
2.1 可编程逻辑控制器 PLC 模块
目前最常用的 PLC 有美国 ABB,松下,西门子,三菱,欧姆龙,台达等。三菱 PLC 在中国市场常见的有以下型号: FR-FX1N、 FR-FX1S、 FR-FX2N、 FR-FX3U、 FR-FX2NC、 FR-A、FR-Q。本论文 PLC 选用 FX3U-32MR/ES-A CPU 基本单元和 FX3U-2HSY-ADP 特殊适配器。选择三菱 FX3U 系列 PLC 主要有以下几个方面原因。
1) 与其他品牌 PLC 相比,三菱 PLC 性价比高。
美国、欧洲的 PLC 产品功能齐全、品种多、性能较高,但在中小型 PLC 方面,价格较为昂贵,而日本的产品模块化集成度较高,价格较合理,特别是在小型 PLC,在价格上占有很大优势。
2) 功能要求
FX3U 是三菱电机公司新近推出的新型第三代三菱 PLC,可以称得上是小型至尊产品。其编程语言灵活,扩展性能丰富,可编程控制器上直接接线的输入输出和网络(CC-LINK)上的远程 I/O 合计点数可以扩展到 384 点;扫描时间短,以高速度、高响应著称,指令处理速度达 0.065μs;通信能力较强,新开发了众多通信板和通信适配器及计算机连接用的专用模块,可方便连接各种智能设备。
3) 被控对象提出的控制要求
细线径线圈生产设备需要 4 个伺服电机进行精确定位,FX3U-2HSY-ADP 特殊适配器使用 FX3U 可编程逻辑控制器内置的定位功能,输出最大 200KHZ 的差动线性驱动方式的脉冲串,可同时控制四轴的伺服电机或步进电机,且FX3U 可编程控制器最多可以连接 2台高速输出适配器,本论文绕线机需要 4 个伺服电机进行精确定位,运用FX3U-32MR/ES-A CPU 基本单元和 FX3U-2HSY-ADP 特殊适配器完全可以达到功能要求。
2.2 伺服驱动模块
细线径线圈绕线机控制系统需要4 个电机绕线运动,1 个主轴电机,3 个排线轴运动电机(X 向、Y 向、Z 向)。运动控制系统中大多采用步进电机或全数字交流伺服电机作为执行驱动电机,两者在控制方式上相似,但其使用性能和应用场合存在较大差异,在控制精度、低频特性、矩频特性或响应性能等方面,伺服电机无不高出步进电机一筹。为满足绕线精度的要求,本文采用高动态响应交流伺服电机进行各轴驱动,并在各电机上安装旋转编码器,以实现电机位置的实时监控,便于各轴位置调试和确保其精确控制。
本论文控制系统 4 个伺服电机均采用三菱 MR-J3-A 系列。根据各轴负载大小不同,分别选用的伺服电机输出功率不同,排线轴运动控制的各轴电机采用 J3-70A KP73,主轴运转伺服电机采用 J3-100A SP102。MR-J3-A 系列的伺服驱动系统的调节有位置和速度控制两个模式,且能够在这两种控制模式之间切换运行,系统还有自动调节的功能,可按照伺服增益进行自动调节,在伺服基本参数中可以对伺服的旋转方向和电子齿轮比进行设置,从而满足系统的要求。
3、 细线径线圈绕线机硬件线路设计
下位机控制系统硬件部分包括PLC 可编程运动控制器、交流伺服电机、各种信息采集传感器,以及气缸控制部分的电磁阀等,本文利用三菱 FX3U PLC 作为控制核心,整机的系统机构主要分为三个部分。
1:电源部分:AC220V 提供动力控制能源,DC24V 开关电源为 PLC 供电,提供伺服控制信号电源。
2:控制核心部分:由 PLC 控制器对绕线机 4 个伺服电机进行闭环控制并对各种信息做出快速、准确的反应,处理随时变化的信号。
3:执行部分:伺服电机通过丝杠和同步齿形带驱动工作台实现绕线运动,电机的工作状况通过自身编码器反馈给驱动器进行闭环控制,机械部分的状态由传感器反馈给 PLC 进行闭环控制。
文中将电路设计分为整机控制强电电路、整机控制弱电电路以及伺服系统接口电路三个方面进行分析。
3.1 细线径线圈生产设备控制电路总体设计
细线径线圈生产设备控制电路总体设计主要有弱电部分的设计和强电部分的设计。PLC硬件的模块化简化了系统弱电部分的控制电路设计,直接通过三菱的基板就可以解决个控制器模块之间的连接,强电部分主要设计为 4 个伺服电机、PLC 控制模块以及开关电源等供电。
3.1.1 弱电电路连接
弱电部分设计主要指电磁阀部分、各种磁栅传感器、远程 I/O 站连接等的线路连接,PLC通过通过电磁阀的电路连接实现对各模块气动部分的控制,其中电磁阀的正极接+24V,负极接 PLC 输出口。各磁栅线路连接实现绕线机各电机及气动部分位置、速度的信息反馈,其中磁栅的正极接 PLC 的输入口,负极接地,塔灯通过继电机与 PLC 的输出口相连。
PLC 控制器通过接口电路对控制对象输出各类控制信号,其输出电路主要有继电器输出、晶体管输出和晶闸管输出这三种形式。本文所选的晶体管输出模块是 AJ65SBTB1-32T,采用光电耦合的隔离方式,输出点数为 32 点,额定负载电压12/32VDC。
当外部触点接通时,电压信号经过滤波器和电平转换后,输出至 PLC 内部,成为内部电路可以接收和处理的信号。接收器是采用光电耦合转换电路。输入模块选用的是AJ65SBTB1-32D,输入点数为 32 点,额定输入电压为 24VDC。
3.1.2 强电电路设计
强电部分的设计包括对伺服系统、PLC、开关电源等的供电(如图 4.2 所示),以及配电线路布置等方面。
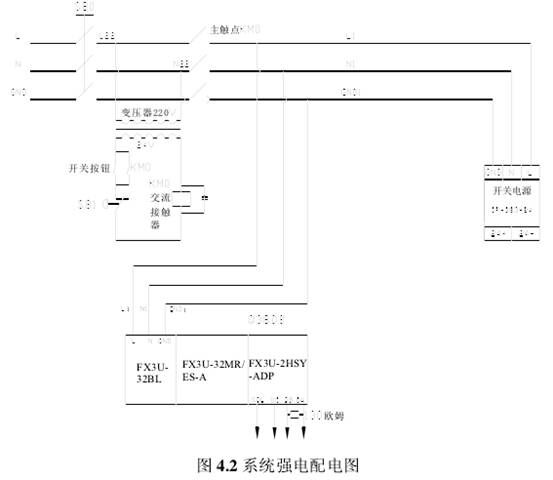
在强电电路设计中首先要注意的就是电器的额定电流、电压、频率需和所在回路中设定的相适应,且要求电路在满足短路条件下的通断能力的同时,设置短路保护、负载保护、接地故障保护等保护电路。电路的配置与连接要考虑到控制器、伺服驱动器等器件的工作环境,电路连接时注意整洁,便于在机械调试过程中进行故障巡查和改正。
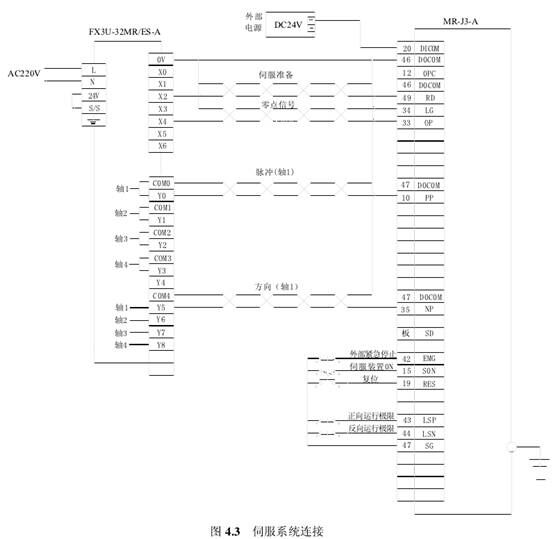
3.2 伺服系统接口电路设计
三菱 PLC 的编程接口规范是 RS422,三菱配套的基板可简单便捷的实现 PLC 基本单元和适配器之间的连接,因此在电路设计中主要考虑 PLC 模块和伺服驱动之间的电路设计,如图4.3 所示为三菱 PLC 与 MR-J3-A 驱动器的电路设计,在电路连接时设计了外部紧急停止、正向运行极限和反向运行极限等常闭的电路保护开关。
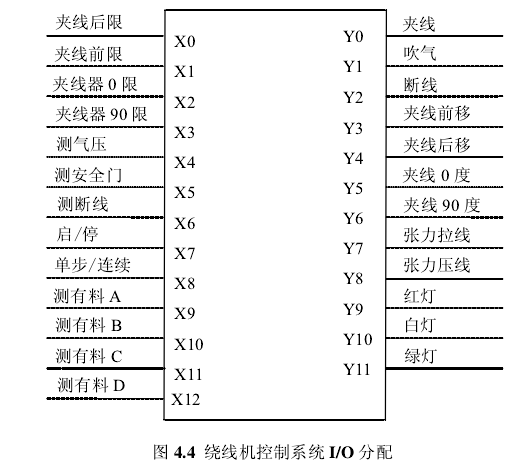
3.3 输入/输出模块的 I/O 地址分配
细线径线圈生产设备电气控制系统中共有 12 个数字输入,11 个数字输出,输入信号主要有夹线器位置信号、有无料信号以及气压信号等,输出信号主要控制夹线器位移、张力控制、报警信号等。下图为数据输入和输出分配图,本文设置远程输入(RX)刷新软元件的起始位 X0,远程输出(RY)刷新软元件的起始位 Y0。
4、 PLC 软件部分编程设计
根据细线径线圈绕线机的工艺要求以及绕线机自身运动流程,画出流程图并确定控制系统的输入条件以及输出设备类型和数目,在此基础上编写 PLC 程序。之后对编写程序进行严格、周密的调试,不断修改直到完全满足绕线机的控制目标,最终实现对绕线机的完全控制。
运转绕线机控制系统功能较复杂,为了编程简便,采用模块化思想,将 PLC 程序编程分为几个主要模块,参数初始化模块、运动控制模块、绕线运动控制模块、数值计算模块、故障处理模块。
参数初始化模块
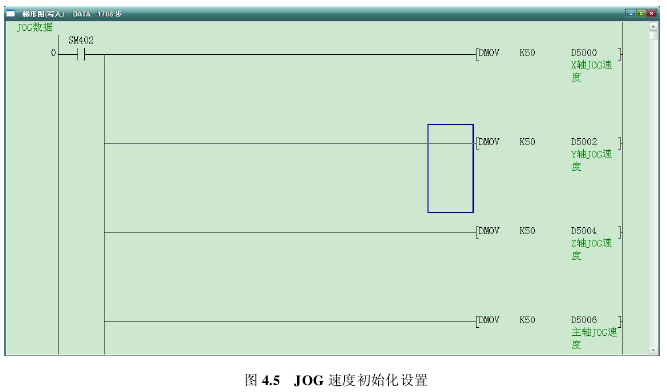
参数初始化模块是程序对整个系统的初始化,包括了对绕线参数和伺服参数的初始化,主要是在初始脉冲的作用下,通过 PLC 内置的特殊辅助器 SM400和 SM402 来完成,其目的是清除中间数据,复位软元件的状态,使系统安全可靠的运行。
图 4.5 以各轴 JOG 速度的初始化设置为例
运动控制模块
细线径线圈绕线机有电机运动和气缸运动两种运动形式,因此运动控制模块主要分为电机运动和气缸运动。
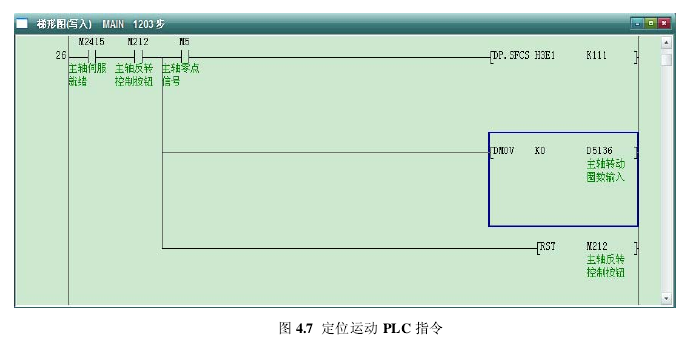
电机运动一般在 MTDeveloper2 软件里编写后,在 GXDeveloper 软件里编写运动程序的调用即可。电机运动控制主要有电机回零控制、电机 JOG 运动控制、电机定位控制、多轴联动控制等。图 4.6 和 4.7 以 JOG 运动控制和定位运动为例

气缸运动设计
气缸的运行程序是在 GXDeveloper 软件里直接编写的。其运动主要有夹线器翻转、夹线移动以及夹线器机械手的开合等,气缸运动要求动作精准到位,气动的优点在于对控制命令响应及时。图 4.8 为夹线器前后移动程序编程的运动控制。

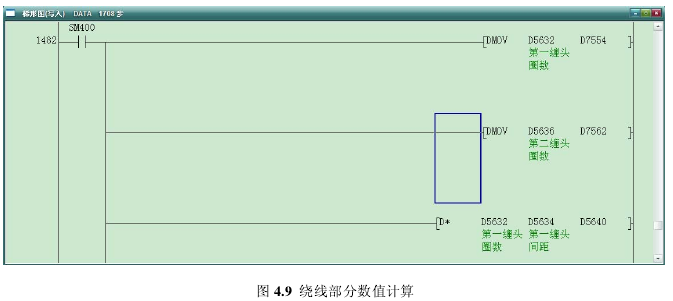
数值计算模块
在绕线过程中需要对数值进行大量的计算处理,包括缠头/缠尾的起点、间距、半径、圈数的计算,绕线时主轴的转速与排线的速度关系的计算,控制主轴顺时针或逆时针精确旋转的计算等。图 4.9 为数值计算部分的 PLC 程序实现。
故障处理模块
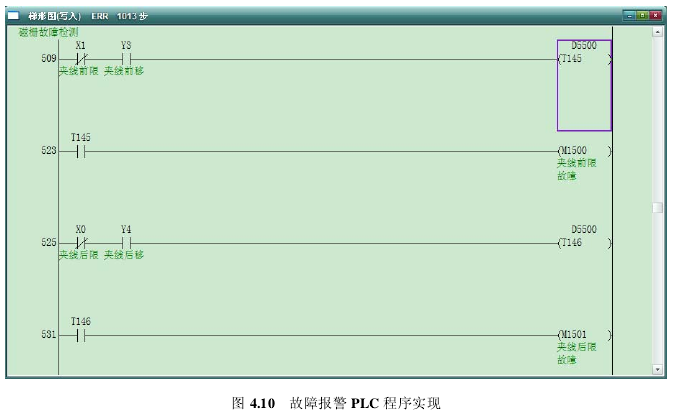
故障处理模块在软件编程中起着至关重要的作用,是保障程序正常运行不可或缺的部分。程序中加入故障处理模块可以使操作者尽早的发现故障并对其进行相应的处理,对于不同的故障有不同的处理方式,磁栅发生故障时系统会提示操作者出现故障的器件,故障的情况和造成故障的原因都需要操作者自行检查,从而做出处理;伺服驱动发生故障时一般可以通过上位机界面直接排除。磁栅故障报警的部分梯形图程序如图 4.10 所示。
以上就是联欣科技线圈数控绕线机下位机控制系统设计的一些介绍,相信广大商家对自动绕线机的设计也有了一定的了解,深圳市联欣科技的自动绕线机绕线扎线的性能还是比较好的,不仅效率比较高,还很大程度上节省了人力成本,希望广大商家能够引起重视。最后深圳市联欣科技祝大家生意兴隆。

